Cold Drawn Vs. Hot Rolled, and B500B Vs. B500C
Steel reinforcement looks simple on the surface, but there’s a surprising amount of nuance behind the grades, rolling methods, and standards that govern what ends up on site. With thousands of steel grades in circulation worldwide, understanding the basics helps avoid over-specifying, overspending, or requesting products that offer performance you don’t actually need.
Below is an updated, practical guide — refreshed for 2025 — covering rolling methods, the B500 grade system, and the real-world differences between B500B and B500C.
Hot Rolled, Cold Rolled Or Cold Drawn Steel?
Before diving into reinforcement grades, it’s worth revisiting how the steel itself is produced. The rolling method influences the final mechanical properties and dimensional accuracy.

Hot Rolled Steel
Hot rolled steel is produced above 1,000°F. It’s easier to form and widely used for general construction products. The trade-off is precision: the cooling process means shapes can vary slightly, which is fine for rebar but not ideal for tight-tolerance components.
Cold Rolled Steel
Cold rolled steel is processed at ambient temperature. Because it’s formed without heat, it tends to have a smoother finish and higher strength, with better dimensional accuracy.
Cold Drawn Steel
Cold drawn steel starts life as hot-rolled bar or coil, then gets drawn through a die at room temperature. This significantly increases tensile strength and allows very accurate shaping — useful for smaller diameters and precision-critical components.
Looking for Rebar Mesh or Cut & Bent Components?
Understanding B500 Reinforcement Grades
European reinforcement grades follow a predictable naming format:
- B = reinforcement steel
- 500 = minimum 500 MPa yield strength
- A / B / C = ductility class and behaviour under load
B500A vs B500B vs B500C — What’s the Actual Difference?
While the chemical composition is similar across all three, the requirements in terms of ductility, that is, the ratio between elongation at failure and elongation at yielding, differ:
B500A
Lowest ductility
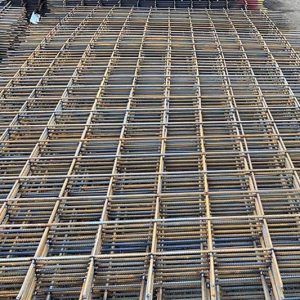
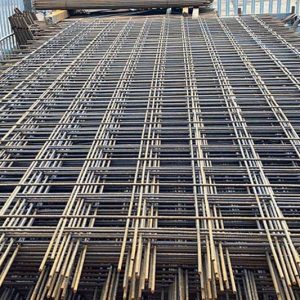
Commonly used in welded mesh
Suitable for lightly stressed applications
B500B
Higher ductility and elongation
The standard choice for loose rebar across most construction projects
Works across a wide range of bending and cutting requirements
B500C
Highest ductility
Designed for seismic regions or structures requiring exceptional energy absorption
In the UK it’s rarely specified, and B500B often satisfies the required performance in non-seismic applications
Practical takeaway
Most UK projects default to B500A for mesh and B500B for bar.
B500C rarely offers a tangible benefit unless the project has unusual structural demands, and it usually comes at a premium.
If you’re unsure, always check with the structural engineer, because switching from C → B is often perfectly acceptable.
Welded steel type | B500A | B500B | B500C |
Area | smooth, dented, ribbed | dented, ribbed | ribbed |
Delivery form | coils, bars, spot-welded reinforcement mesh, lattice girders | coils, bars, spot-welded reinforcement mesh | |
Nominal centerline [mm] | 4 - 16 | 6 - 50 | 6 - 50 |
Min. flow / yield limit Re [Mpa] | 500 | 500 | 500 Re, act / Re, nom <1.25 |
Min. tensile to yield strength (Rm / Re) ratio | 1.05a | 1.08 | 1.15c; <1.35 |
Min. elongation at max load Agt [%] | 2.5a, b | 5.0b | 7.5 |
Min. fatigue strength 2σad [MPa] | 100 | d ≤ 28 mm: 175 d> 28 mm: 145 | d ≤ 28 mm: 175 d> 28 mm: 145 |
Min. shear force | 0.25 x An x Re 0.25 x A 0 / b x Re 10 / b or 0.6 x Ad x Re, d | 0.25 x An x Re 0.25 x A 0 / b x Re 10 / b or 0.6 x Ad x Re, d | 0.25 x An x Renvt |
Nominal mass deviation tolerance [%] | +/- 4.5 for d > 8 mm +/- 6.0 for d ≤ 8 mm | +/- 4.5 for d > 8 mm +/- 6.0 for d ≤ 8 mm | +/- 4.5 for d > 8 mm +/- 6.0 for d ≤ 8 mm |
Chem. composition [mass%] | C <0.22, etc Ceq <0.50 | C <0.22, etc Ceq <0.50 | C <0.22, etc Ceq <0.50 |
Min. relative opp. cross rib (dent), fr / pf | d = 4.0 - 6.0: 0.039 d = 9.0 - 10.5: 0.052 d = 6.5 - 8.5: 0.045 d = 11.0 - 50: 0.056 | ||
a) Rm / Re = 1.02 and Agt = 1.0 for sizes ≤ 8 mm | |||
b) Agt for coils + 0.5% | |||
c) Rm / Re min. 1.13 | |||
d) Maximum voltage ripple 2σa with upper voltage 0.6Rek (300 MPa) and 1 million voltage changes. For spot welded reinforcement mesh B500B and B500C, 2σa is at least 100 MPa. For coil-oriented products, 2σa is at least 100 MPa, unless a higher value (≤ 175 MPa) is statistically demonstrated for the maximum diameter used and for the targeting machine (type) concerned. | |||
e) For lattice girders, the lower bars must comply with B500A and / or B500B with the fR / P requirement. The upper bars and diagonals may be reinforcing steel with only the requirements of Re, d and the chemical composition. | |||
f) For coils fR (ribbed) + 15%, fP (dented) + 5%. No requirement for weakly profiled / dented reinforcing steel (lattice girders). | |||
The specifications for these three grades of steel are covered by BS4449:2005 + Amendment A3:2016.
More info on the Concrete Center site here.
Does Rolling Method Determine the Grade?
No. And this misconception still floats around the industry.
Grades are defined by performance, not production route.
All three grades (A/B/C) can be manufactured as hot rolled, cold rolled or cold drawn products. The mill chooses the production route based on efficiency, not grade.
Modern Considerations (2025 Update)
UKCA vs CE Marking (Where Things Actually Stand)
Post-Brexit, UKCA marking technically exists for construction products, but enforcement deadlines have been repeatedly extended. As of 2025:
CE-marked reinforcement is still accepted in the UK.
CARES certification remains the most recognised mark of independent verification, but it’s not mandatory, and many UK fabricators supply reinforcement that meets specification without being CARES-approved.
We can mention CARES because engineers look for it, but there’s no regulatory requirement forcing buyers to choose CARES-certified steel for standard jobs.
Your reinforcement meets BS4449 requirements, which is what matters structurally.
Sustainability & EAF Steel
Demand rose sharply after 2021 for low-carbon rebar produced via electric arc furnace (EAF) routes. You can add a small comment like:
Modern reinforcement increasingly comes from EAF production, which offers lower embodied carbon than traditional blast-furnace routes. The rolling method (hot or cold) doesn’t determine carbon footprint, the furnace type does.
Which Grade Should You Choose? (Short Verdicts)
For mesh sheets: B500A
For loose bar: B500B
For high-ductility or seismic structures: B500C (rare in UK)
When price matters: Hot-rolled B500B is the best all-rounder
When precision matters: Cold drawn can offer tighter tolerances in small diameters
FAQs
Is B500B weldable?
Yes – B500B is designed to be weldable when appropriate procedures are followed. Check site-specific welding guidance and ensure low-hydrogen consumables are used where required.
Can B500C replace B500B?
Generally yes for ductility, but it’s not cost-efficient.
The more important question is the reverse — whether B500B can be used instead of B500C — which the structural engineer should confirm. On normal UK projects, B500C offers no practical advantage.
Is cold-drawn rebar always stronger?
Cold drawing increases tensile strength and dimensional accuracy, but it’s not automatically “better”. Hot rolled B500B remains the standard for most UK applications.
Which grade is used in your mesh sheets?
Typical UK reinforcement mesh is produced using B500A.
You can view our mesh range here
Do I need CARES-approved reinforcement?
Not usually. CARES is widely recognised but not mandatory, and BS4449 compliance is the actual structural requirement.
-

A393 Mesh
Select options This product has multiple variants. The options may be chosen on the product page -
A252 Mesh
Select options This product has multiple variants. The options may be chosen on the product page -
A193 Mesh
Select options This product has multiple variants. The options may be chosen on the product page